




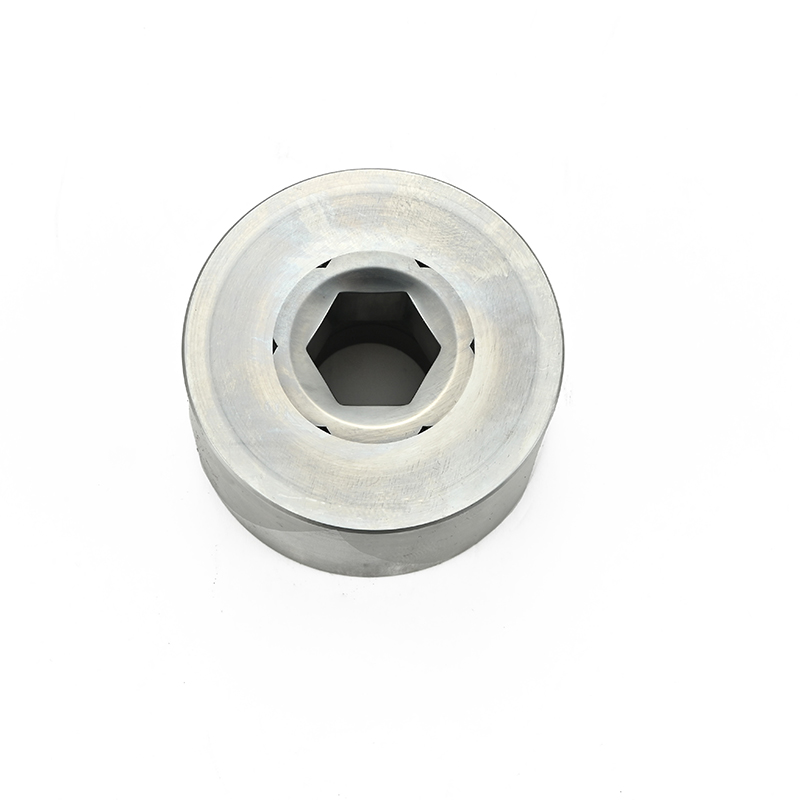


Hex Built-up Die Core
| Вещ | Параметър |
| Място на произход | Гуангдонг, Китай |
| Име на марката | Нисан |
| Материал | VA80,VA90, KG6, KG5, ST7, ST6, КАРБИД |
| технология | CAD, CAM, WEDM, CNC, вакуумна топлинна обработка, 2.5-измерно тестване (проектор), тестер за твърдост и др.(HRC/HV) |
| Време за доставка | 7-15 дни |
| OEM и ODM | 1 бр. Приемливо |
| размер | Персонализиран размер |
| Опаковане | PP + малка кутия и кашон |
Карбидна матрица:
1. Матрици с права дупка
2.Матрици за екструдиране
3. Сегментирани шестнадесетични матрици
4. Резачка и нож
5. Персонализирани матрици
Сегментираните матрици могат да се доставят или като вложки, или като комплектни матрици от волфрамов карбид или специални стомани.Предимствата на сменяемите сегментирани остриета за удължаване на живота на инструмента са широко признати.Всички инструменти са сертифицирани преди да бъдат изпратени на клиентите.
Като ефективна и бързо развиваща се компания, Nisun се ангажира активно с предоставянето на ексклузивни шестоъгълни сегментирани форми.Предоставените продукти са широко признати в цял свят за нашето най-добро качество и лесна инсталация.Тези форми са произведени от иновативни професионалисти и усъвършенствани технологии и се използват за производство на различни видове крепежни елементи в различни индустрии.Освен това можем да предоставим и продукти с различни размери според нуждите на клиента.
1. Изберете материала и размера на волфрамова стомана, за да направите формата на винтовете или гайките правилни.
2. В зависимост от разликата в трудността на формоването, размера, дължината на винтовете и гайките, структурата на матрицата трябва да бъде проектирана разумно, многостанционната и гайката трябва да бъдат разпределени на разумна основа за разрушаващата деформация и времето за формиране.
3. Формата има фина изработка, точен размер, диаметър на отвора, за да отговаря на изискванията за довършителни огледала.
4. Марж за разпределение на напрежението на смущения, изберете подходящия размер на конус от сплав.
5. Черупката стоманена втулка трябва да бъде твърда и добре нагрята, а диапазонът на твърдост след вакуумната термична обработка трябва да бъде между 45℃-48℃.
6. Поддържайте отвора на матрицата и повърхността на телта чисти и гладки, студено изтеглената тел трябва да бъде закована здраво след отгряване на топката.
7. Използваме диамантено колело за шлайфане на цикъла и края на волфрама.





